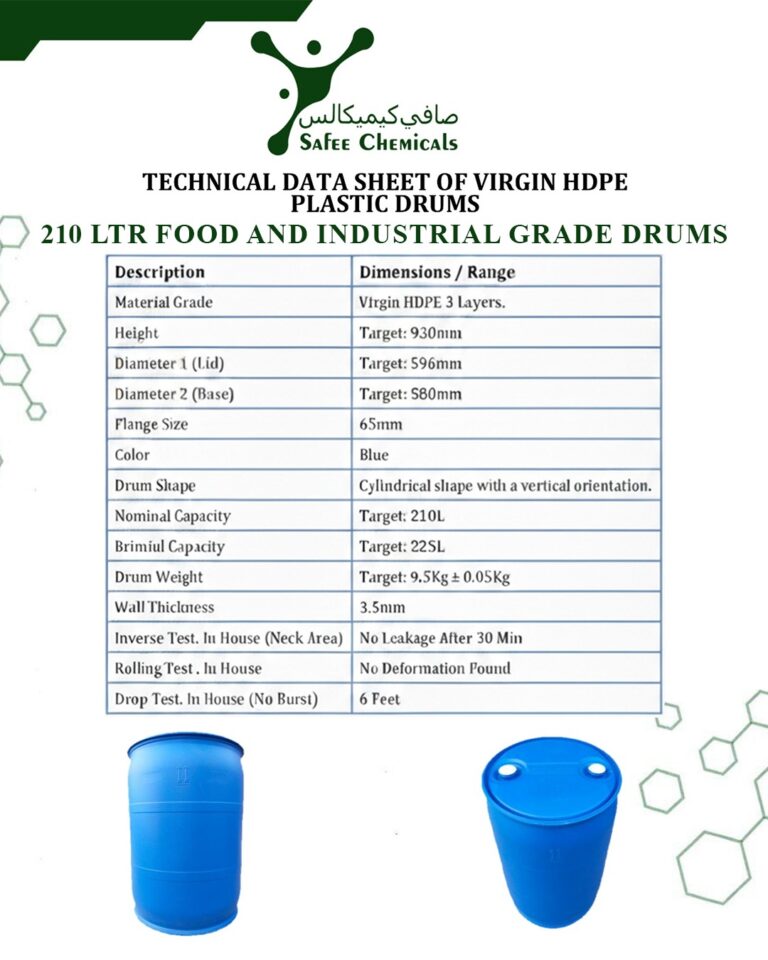
Our 120-liter open top drums are produced using high-quality High-Density Polyethylene (HDPE) material, ensuring excellent strength, impact resistance, and chemical resistance. The open top design allows easy filling, handling, and cleaning, making them ideal for storing and transporting liquids, semi-liquids, powders, and solid materials.
These drums are widely used in chemical, food processing, pharmaceutical, and industrial applications. Manufactured under strict quality control standards, our drums ensure leak-proof performance, long service life, and safe storage.